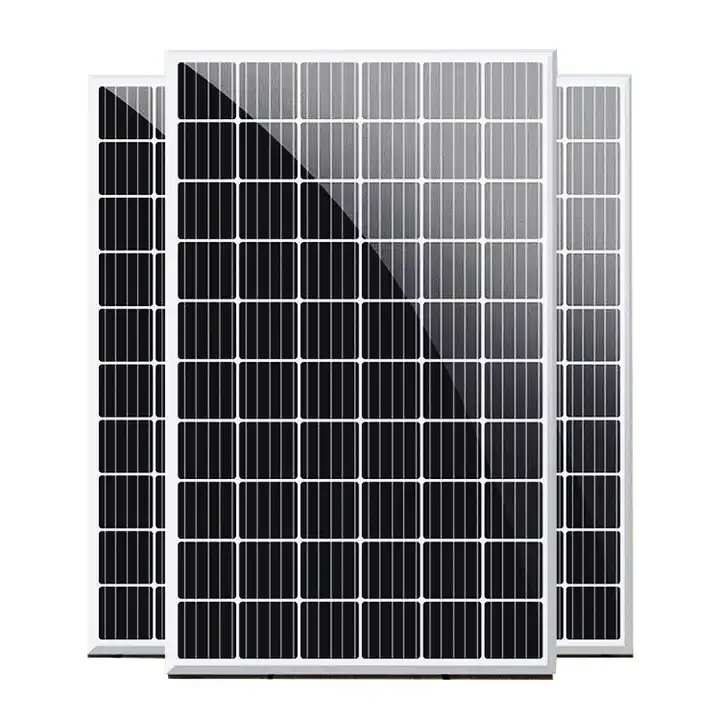
ما هي عملية تصنيع الألواح الشمسية؟
في الوقت الحالي،&نبسب ;درجة الأتمتة لخط إنتاج الوحدات الكهروضوئية الجديدة في الصين مرتفعة نسبيًا. تتضمن عملية الإنتاج المحددة للوحدة ما يلي: التقطيع بالليزر ،الخلايااللحامالتراصالتصفيحو&نبسب ;التأطير والمعالجة والتنظيف واختبار رابعا &أمبير ;EL والروابط الأخرى ، وأخيراً التعبئة والتغليف في المستودع ، في السوق.
1. تقطيع الليزر:
تستخدم تقنية التقطيع التقليدية الليزر لإذابة سطح رقاقة السيليكون عند درجة حرارة عالية تزيد عن 1500 درجة مئوية ، وبعد القطع بعمق معين ، سيتم كسرها بالضغط الميكانيكي. سيكون هناك تشققات دقيقة على سطح القطع ، والتي ستؤثر في النهاية على الدرجة الميكانيكية لرقاقة البطارية. يعتمد مصنع المكونات المحترف تقنية القطع غير المدمرة الرائدة في الصناعة ، باستخدام تقنية الليزر ذات درجة الحرارة المنخفضة ، جنبًا إلى جنب مع مبدأ التمدد الحراري والانكماش البارد ، ويتم فصل رقاقة السيليكون عن طريق الضغط الحراري بشكل طبيعي ، ولن ينتج سطح القطع أيًا شقوق صغيرة. تعادل القوة الميكانيكية لخلية القطع قوة الخلية الكلية غير المقطوعة ، وهي أعلى بكثير من خلية القطع التقليدية.

2.الخلايا&نبسب ;اللحام:
وفقًا لمتطلباتالخلايا&نبسب ;يتم تفجير القطعة ووضعها على حزام النقل بعد الكشف والتصحيح ، والخلاياقطعة وحزام اللحام ملحومة في سلسلة باستخدام لحام تلامس بالأشعة تحت الحمراء.
3. التكديس:
تربط عملية التصفيح بشكل أساسيالخلايا&نبسب ;السلسلة إلى الدائرة ، وتحميالخلايا الشمسيةمع الزجاج ، فيلم إيفا و البكالوريا ورقة ك.

4.التصفيح:
عملية التصفيح هي وضع الأجزاء المصفحة في آلة الترقق. بعد ذوبان إيفا في ظل ظروف معينة ، سيتم ربطها بـخليةوالزجاج واللوحة الخلفية.
5.تأطير (بما في ذلك تركيب صندوق التوصيل)
الإطار محكم الإغلاق بشكل أساسي بإطار من الألومنيوم لحماية حواف المكونات وتسهيل التثبيت. يمكن لآلة اللصق الأوتوماتيكية الحالية أن تحقق لصقًا موحدًا ، وتحريك الحمولة تلقائيًا إلى موضع الإمساك بالمناور. بعد اللصق ، ينقسم الاختبار إلى ثلاثة أقسام ، بدون فقاعات ، غراء مكسور ، خيط ، إلخ. آلة التأطير الأوتوماتيكية تعتمد محرك مؤازر متعدد + لولب كروي ، دقة عالية ، صلابة عالية ، نطاق تعديل كبير ؛ طريقة الامتزاز متعددة الفراغ ، تسوية الأجزاء المصفحة ، حتى الغراء الفائض.
6.أنااختبار V و EL :
الاختبار الرابع: تم اختبار قوة المكون تحت ظروف الاختبار القياسية شركة الاتصالات السعودية (درجة الحرارة 25 ℃ ، شدة الضوء 1000W /㎡، AM1 .5). قياس جهد الدائرة المفتوحة (صوت ) وتيار الدائرة القصيرة (Isc ) بالإضافة إلى القطبية والجهد الأقصى لنقطة الطاقة (Vmpp ) والتيار (إمب ) وقياسات الطاقة القصوى (Pmax ) ، الوحدة الكهروضوئية / عامل ملء السلسلة FF قياس .
سيقدم جهاز الاختبار ما يعادل إشعاع 1000 واط / م 2 ودرجة حرارة الخلية 25 درجة مئوية وكتلة هوائية 1.5 جم.
اختبار EL : وفقًا لخصائص الفوتون المركب الصادر عن إشعاع أشباه الموصلات ، يتم تطبيق جهد أمامي على المكون لحقن الناقل غير المتوازن ، ويتم استقبال الفوتون الصادر عن إشعاع حامل غير متوازن من خلال كاشف الفوتون. كلما زاد تركيز الناقل غير المتوازن (المنطقة العادية) ، كلما تم إطلاق المزيد من الفوتونات ، كانت صورة شاشة EL أكثر إشراقًا ، وكلما انخفض تركيز الناقل غير المتوازن (منطقة الخلل) ، يتم تحرير عدد أقل من الفوتونات. كلما كانت صورة EL أكثر قتامة ، يمكن أن ينعكس عيب البطارية داخل المكون من خلال العلاقة الفاتحة والداكنة للصورة.